鈑金噴漆的適用范圍,鈑金噴漆是做什么的
1.目的?
明確鈑金件技術標準要求,規范鈑金件的檢驗標準,以使產品質量得以控制。
2.適用范圍?
2.1本標準適用公司在用的各種鈑金件(防護板、裝飾板、電控柜等)的外協加工和進廠檢驗。
2.2本標準作為產品圖紙的補充性文件,圖紙和此技術文件共同使用。當有沖突時,以圖紙為準。
3.規范性引用文件
下列文件對于本文件的應用是必不可少的,下列注日期的引用文件,僅注日期的版本適用于本文件。
本標準的尺寸未注單位皆為mm,未注公差按以下國標IT13級執行?
GB/T1800.3-1998?極限與配合標準公差和基本偏差數值表?
GB/T1800.4-1998 極限與配合標準公差等級和孔、軸的極限偏差表
GB/1804-2000? 一般公差、未注公差的線性和角度尺寸的公差GB/T1184–1996? 未注形位公差按形狀和位置公差未注公差值執行。
4.原材料技術要求(我司有權對廠家生產用原材料進廠抽檢)
4.1材料:按圖紙要求材料牌號執行,圖紙未作要求的按Q235A執行。?
4.2尺寸:按圖紙或技術要求執行,本司未有的按現行國標執行。
4.3 鈑材厚度及質量應符合國標,采用的鈑材需出示性能測試報告及廠商證明。
4.4 材料外觀:平整無銹跡斑痕,無開裂與變形。
5.鈑金件工序技術要求?l?? ???????????? ???????????? ?5.1鈑金件折彎
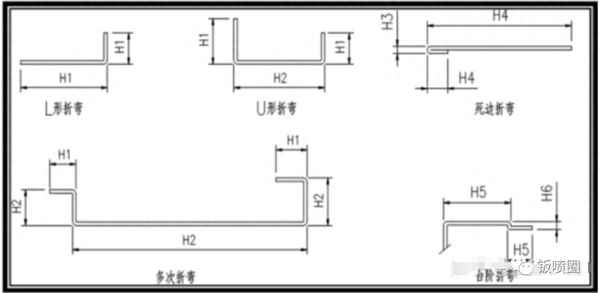
5.1.1除特別注明外,折彎內圓角0.8t(t為折彎板厚)
5.1.2折彎方向、尺寸與圖紙一致。
5.1.3折彎檢驗尺寸的選取原則(如圖)
5.2鈑金件焊接
5.2.1焊縫應牢固、均勻,不得有虛焊、裂紋、未焊透、焊穿、豁口、咬邊等缺陷。焊縫長度、高度不均不允許超過長度、高度要求的10%。
5.2.2點焊間距小于50mm,焊點直徑小于φ5,焊點分布均勻,焊點上壓痕深度不超過板材實際厚度15%,且焊接后不能留有明顯的焊疤。
5.2.3焊接后,其它非焊接部位不允許有被焊渣、電弧損傷現象,表面焊渣、飛濺物需清除干凈。
5.2.4焊接后,零件外表面應無夾渣、氣孔、焊瘤、凸起、凹陷等缺陷,內表面的缺陷應不明顯及不影響裝配。設備防護和電控柜的門板、面板等重要零件還應去除焊后應力,防止工件變形。
5.3.5焊接零件外表面應磨平,若為噴粉件、電鍍件,焊后打磨粗糙度為Ra6.3,噴漆件為Ra6.3~12.5。
5.3.6鈑金件焊接未標注公差要求:
表五 焊接線性尺寸公差(單位:mm)
表六 角度尺寸公差(單位:mm)
表七 直線度、平面度、和平行度公差(單位:mm)
5.3 鈑金件涂裝
5.3.1鈑金件噴塑
1)外觀:噴塑件外觀應無流掛、桔皮、氣泡、、劃傷、變形等外觀缺陷。
2)厚度:塑粉厚度55~80μm,(在同一平面內距邊緣25mm以內測量,每次測量上、中、下、左、右五點,取五點的平均值為厚度結果)。
3)附著力:采用劃格法檢測,要求達到ISO 1級;或采用拉拔法檢測,要求達到大于3.5Mpa。
4)色差:用色差計測量,色差△E≤2。
5.3.2 鈑金件噴漆
1)噴漆表面要求顏色相同,色差≤2△E;
2)厚度;漆層厚度均勻,漆膜要求:底面漆,厚度為40~60μm;
3)附著力;不允許有漆膜剝離情況。
6鈑金件總體技術要求
6.1外形尺寸未作特別要求的按IT12級執行。
6.2設備防護板、刀條架、電控柜等鈑金件應方正無歪斜扭曲現象,主面的垂直度、直線度(不直度)采用對角線法測量。公差范圍按表八執行。
表八:對角線公差要求
6.3電控柜的門、面板的安裝對正及間隙要求:同一批機柜相同地方的間隙差值小于1.5mm門應開啟靈活,在開啟范圍內不允許與機柜四周產生磨擦與干涉,不應有碰撞、刮漆現象。
6.5設備防護板和電控柜的安全性要求:外表面與人身可觸及部分的棱邊等部位要倒純及去除毛刺,對有可能造成傷害的外露尖角、棱邊、粗糙表面,在表面噴涂前要去除毛刺。接地要求導電部分應無銹斑,導電性良好。
6.6絲網印技術要求
6.6.1尺寸要求
按照規定的位置和尺寸進行絲印,要求尺寸偏差2Cm內 ,目視無偏斜。
6.6.2外觀要求
1)距觀測面300mm,在日光下或800LUX強度的光線下用眼睛對絲印效果分別以正視和45度角進行觀察,顏色與標準色板比較在色差范圍內,且顏色均勻一致,色彩印刷應該有足夠的遮蓋力,以反射光觀看,看不清下面的色彩和結構為準,印刷字符及色塊的邊緣不清晰度不大于0.1?
2)缺陷
色斑,夾雜物,色斑的長度不大于1,不許聚集,兩處色斑至少相距50以上。不允許有圖案不清晰,字體不端正,拖墨,漏印,錯位,重疊,少墨等不良現象。
3)涂層厚度
涂層厚度:8μm~20μm ?
6.6.3理化性能
1)硬度:用1H鉛筆按照GB/T6739方法,無超過3mm損傷。
2)附著力:用拇指放在印刷的圖片上,以50牛的力來回擦拭15次,制品印刷圖案不得有缺口、斷線、油墨粘付不良等。
7.附則
7.1 本標準由研發中心起草并歸口;
7.2 本標準自下發之日起執行